Austin Seven - Magneto Ignitions
By G. A. Ashwell, Service Manager, Globe & Simpson, Ltd.
The magneto, unlike the coil, is a self-contained unit and does not have to depend on a current supply from a battery as it generates its own primary current. This fact is often argued in favour of the magneto as against coil ignition.
There are three distinct types of high tension magnetos now in use:
(1) The rotating armature and permanent horseshoe magnet type
(2) The rotating magnet type with stationary armature
(3) The polar inductor type having stationary permanent magnets, stationary armature and rotating inductor
The principles of the armature are the same as for coil ignition. There are two windings, a primary and secondary, with a condenser located across the contact breaker points.
How is the Current Induced in the Primary Winding?
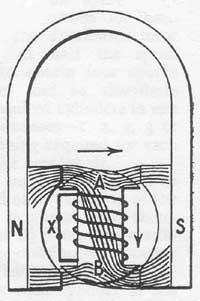
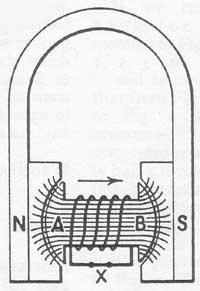
This is brought about by utilising the principle of rotating a loop of wire in a magnetic field. Figure 1 shows a horseshoe permanent magnet with curved pole shoes to conform with the periphery of the rotating armature. The armature is constructed of a soft iron core laminated in the centre; this core is thoroughly insulated with oiled silk and Empire cloth. The primary winding is then wound on.
Figure 1
A horse-shoe permanent magnet with curved pole shoe and an armature of a soft iron core laminated in the centre with the primary winding shown. The lines of force are flowing from the permanent magnet from N (north) to S (south).
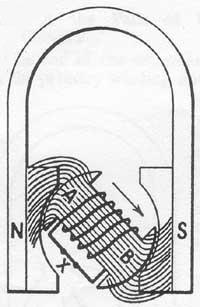
Figure 2
The armature has now moved round 45 degrees. The lines of force have been stretched like elastic, owing to the fact that the pole shoe and adjacent armature are unlike poles and attract.
Figure 3
Another step in the rotation of the armature which has now moved round 90 degrees. The lines of force are no longer flowing through the core but are flowing straight across the armature cheek to the opposite pole.
For the moment, we will only consider what happens in the primary winding. Referring again to Figure 1 you will observe that the lines of force are flowing from the permanent magnet from N. to S. and are concentrated through the armature core entering at the cheek A and leaving at cheek B. The reason for the lines of force concentrating through the core is due to the fact that this is the easiest path, iron being an excellent conductor of magnetic flux. Another minor point must be borne in mind - that is, the armature cheek marked A becomes a S. pole and cheek B becomes a N. pole, the law of magnetism being: like poles repel, and unlike poles attract.
You will see in Figure 1 that the primary is embracing the lines of force flowing through the iron core, therefore to induce a current in the primary winding all we have to do is to make the winding cut the lines of force. It must be pointed out at this juncture that the primary circuit is a closed or complete circuit through the contact breaker X.
In Figure 2 the armature has been moved round 45 degrees - this has resulted in the lines of force being stretched like elastic, owing to the fact that the pole shoe and adjacent armature are unlike poles and attract. Figure 3 shows another step in the rotation of the armature which has now moved round 90 degrees from the position in Figure 1. If you now follow the lines of force in Figure 3 you will see that some of the lines are no longer flowing through the core but are flowing straight across the armature cheek to the opposite pole. Therefore the lines of force passing through the primary winding have decreased and a current has been induced in the primary winding. This in turn will tend to strengthen the magnetic flux in the core and attract the lines of force flowing from the permanent magnets.
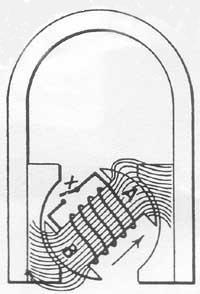
Figure 4
The armature has now moved through 135 degrees. The lines of force are entering from B and flowing out through A.
Let us now turn to Figure 4. The armature has now moved through 135 degrees and a definite change will be seen to have taken place. The lines of force are now entering the armature core from the bottom cheek B and are flowing out through the cheek A, which is in the reverse direction to that in Figures 1, 2 and 3. Therefore, the lines of force flowing through or embraced by the primary winding must have fallen to zero in one direction and started up in the opposite direction; at the point of change the current in the primary will have reached its maximum. It has already been pointed out that the greater the rapidity of the collapse of the lines of force embraced by the primary winding, the greater will be the voltage induced in the secondary winding.
The Operation of the Contact Breaker
It is here that the action of the contact breaker comes into the reckoning, as will be understood that so long as the points remain closed, current in the primary winding will be able to flow. This will in turn tend to produce a magnetic flux in the core which we are endeavouring to decrease with the utmost rapidity. Therefore, if we break the primary circuit at the precise moment when the greatest change in flux density is taking place; we shall have an almost immediate collapse of the lines of force flowing through the armature core and windings, resulting in a very high induced voltage in the secondary winding. This is further assisted by the condenser.
When Should the Contact Points Breaker Points Open?
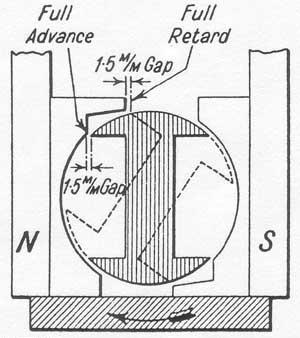
Figure 5 shows the position of the armature, when the contact breaker points open in the advanced position, and Figure 6 the position of the armature when the points open in the retard position.
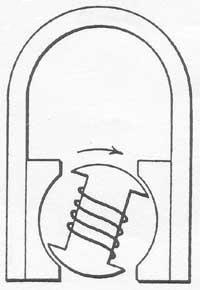
Figure 5
The position of the armature when the contact breaker points open in the advanced position.
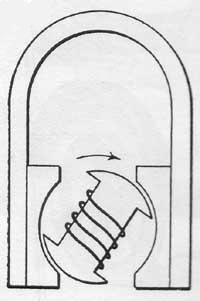
Figure 6
The position of the armature when the points open in the retard position.
Figure 7
Some monobloc machines are provided with a small hole in the top of the casting over the armature tunnel. A small drill or jig pin is passed through the hole so that it will just fit between the edge of the pole shoe and the trailing edge of the armature when then breaker points are just opening.
What Should be the Distance of the Air Gap?
This depends on the type and construction of the pole shoe. The modern tendency is to use laminated pole shoes cast integral with a monobloc casting; the earlier machines, however, had soft iron or cast iron pole shoes. The air gap for laminated pole shoes is usually between .5 mm. and 1.5 mm.; with solid pole shoes it varies from 2 mm. to 3 mm. Some monobloc machines are provided with a small hole in the top of the casting over the armature tunnel, through which a small drill or jig-pin may be passed, as in Figure 7, so that it will just fit between the edge of pole shoe and trailing edge of armature when the breaker points are just opening. Figure 8 shows the internal connections of a high tension magneto armature.
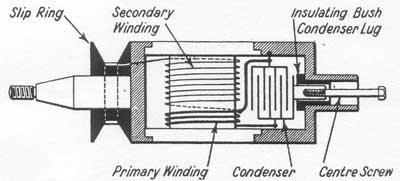
Figure 8
The internal connections of the high tension magneto armature.
What is the Path of the Primary Circuit?
One end of the primary winding is earthed to the armature core either on the core itself before commencing the winding or at the condenser lug that is earthed to the end housing by means of a screw; the other end of the primary is brought out to the insulated side of the condenser and is in circuit with the lug receiving the centre screw of the contact breaker.
What is the Path of the Secondary Circuit?
One end of the secondary is connected to the primary winding and consequently goes to earth. The other end is brought out to the slip ring and conducted by a highly insulated conductor to the distributor.
Distribution of the High Tension Circuit
The high tension circuit is conducted to the distributor, as already stated; the conductor, however is located in a gear wheel and rotates to distribute the current to the respective plugs in turn.
If we turn back for a moment to Figures. 1, 2, 3 and 4, it will be seen that from Figure 1 to Figure 4 the armature has completed nearly half a revolution; by rotating the armature another 45 degrees it will be in a similar position, to Figure 1. This being so, it will be understood that two sparks per revolution of the armature can be obtained. A four-cylinder magneto runs at crankshaft speed but only one spark every second revolution is required for each cylinder; therefore, the distributor rotor will need to run at half the speed of the armature to obtain four sparks for one revolution and so distribute the sparks to the required cylinders in one of the following sequences - 1, 2, 4, 3 or 1, 3, 4, 2, a spark being required for each half revolution of the crankshaft.
In a six-cylinder engine a spark will be required every third of a revolution of the crankshaft. The magneto will therefore have to run at 1 ½ times the crankshaft speed. The distributor rotating arm must run at half the speed of the crankshaft and fire each cylinder in one of the following sequences - 1, 4, 2, 6, 3, 5 or 1, 5, 3, 6, 2, 4.

Figure 9
Two types of distributors are in general use in magneto ignitions, the Jump Spark and the Brush Wipe. To clean the jump spark, a stiff dusting brush is generally used. If segments are badly pitted it means a new distributor as these segments are specially pinned and cannot be replaced. On the brush type, if it is black or sooted, a piece of fine emery is used, but if the distributor and segments are badly scored, it means refacing, which is a special process that has to be done in a lathe.
Figure 10
A likely fault to look for in a distributor. This shows a badly worn distributor of the Jump Spark type.
(Euston Ignition Co.)
Figure 11
A possible cause of magneto failure. Make sure the magneto brush has not become stuck up in the holder.
The Operation of the Cams
On a two, four or six-cylinder magneto two cams are arranged to open the contact breaker at the required moment. The cams may be in the form of a circular steel ring ground away on two sides, as shown in Figure 17, or may be two steel pieces mounted in a brass ring as shown in Figure 18, and set at 180 degrees.
It is very seldom that cams require renewing, but it is essential to see that the breaker points open evenly on each cam. In the case of a one-piece cam ring, it is impossible to make any adjustment to even up the cams should the points open unevenly. Repairs and adjustments are possible, however, with cams that are fitted as separate components in a brass cam ring.
To obtain the required amount of advance and retard, the cam is made moveable over a range of from 15 to 30 degrees, some makes of machines having a greater range than others. This movement is controlled by a pin or stop screw in the cam box into which the cam ring fits, the inner lip of the cam ring being cut away to allow for the required amount of movement.

Figure 12
A photo micrograph showing how the points of a sparking plug become worn away after long use.
Figure 13
Note how the round electrode has burnt away opposite each of the three points.
Figure 14
A hacksaw blade provides an emergency gauge for ensuring that plug gaps are equal.
Figure 15
What to do when the contact breaker has been removed. Showing the rocker arm being removed to examine the contacts after taking off the spring. The following defects are possible: Burnt Contacts; points opening too wide or not wide enough; opening unevenly on cams; sticking rocker arm; or broken spring.
Figure 16
A quick method of examining the face of contact points is to turn retaining springs and prise rocker arm off the bush. If you find the surface of the points black or sooted it denotes dirt, petrol or oil vapour.
Modern Pole Shoe Design
There has been a great advance in pole shoe design in recent years, and it has been found that by extending or stepping the pole shoes, as in Figure 19, a stronger spark can be obtained in the retard position than was possible with the early type of pole shoe, as shown in Figures1, 2, 3 and 4. Another development has been the construction of laminated pole shoes.
Object of the Extended Pole Shoe
The object of the extended pole shoe is to delay the reversal of the flux so that efficient spark can be obtained in the retarded position for starting, for it is obvious that when the breaker point open in the retarded position in a magneto having pole shoes as in Figure 1, a considerable loss of magnetic flux will have taken place in the armature core by leaking across the armature cheek to the opposite pole, therefore when the points open and the primary collapses the number of lines of force cut or changed in the winding will be less, resulting in a lower voltage being induced in the secondary winding. It must be understood that the induced voltage not only depends on the rapidity of the collapse of the lines of force but also on the quantity collapsed.

Figure 17
One form of cam ring used on a two, four or six cylinder magneto. This consists of a circular steel ring ground away on two sides.
Figure 18
Another form of a cam ring. Consisting of two steel pieces mounted in a brass ring and set at 180 degrees.
Figure 19
An example of modern pole shoe design. By extending or stepping the pole shoes, a stronger spark can be obtained in the retard position.
Testing and Fault Locating on H.T. Magnetos
The usual symptoms are, of course, misfiring of the engine. A diagnosis of this complaint is not so easily located with a magneto as with coil ignition, and it is rather difficult to give rule-of-thumb methods. However, the following should be examined as a preliminary. If the engine refuses to fire at all the switch wire should be disconnected from the contact breaker as the trouble may be due to this wire having become chafed through, resulting in the primary being permanently earthed; therefore, no break would place in the primary circuit when points were opened.
Plugs
Run the engine for a few minutes to warm it up, then switch off and feel the terminal top of each sparking plug; if you find that one plug is considerably cooler than the rest, this indicates that the plug has not been firing regularly, and it should be removed for inspection, and, if possible, another plug fitted for test. Very often a plug will appear to order except for the fact that it is slightly sooted; do not confuse sooted plugs with carboned plugs. If a plug is badly carboned, you naturally rightly suspect that it is defective, but if a plug is only sooted, as though the mixture was too rich, you are apt to pass it over. This soot, however, is highly conductive and the spark will track up the sooted porcelain or mica to the barrel of the plug and result in misfiring.
Too Great a Gap
Another defect to look for in plugs is too great a gap due to the electrodes having burnt back. This state of affairs will reflect seriously on the secondary winding of the armature or coil, as the case may be, and is often the cause of a breakdown in the armature or coil, owing to the increased resistance to the H.T. spark.
Having made a preliminary test of the plugs as just described, and found them to be all more or less of the same temperature, a further test can be made by use of a good class neon plug tester. Having satisfied ourselves that the trouble is not due to plugs, let us proceed to the next point where trouble is likely to be found.
Contact Breaker Faults
Remove the contact breaker cover and examine the contact breaker points for the following defects: Burnt contacts; points opening too wide or not wide enough (the correct setting being about 12 thou.); opening unevenly on cams; sticking rocker arm; or broken spring. Any of the above defects, with the exception of point adjustment, will necessitate the removal of the contact breaker.
When removing this component, take care to see that the earthing brush is in position and not stuck up. Another rather elusive contact breaker fault is due to a badly worn fibre heel; this is the fibre block attached to the rocker arm where it is actuated by the cams. As this heel wears down the points have to be adjusted; on some types of contact breakers, it is possible for the adjustment to be carried so far that it allows the rocker arm to foul the centre block in which the stationary point is fixed. When this happens continual misfiring will take place and the only remedy is to fit a new fibre heel or complete rocker arm, the latter recommendation being the most efficient, owing to the fact that by the time this state of affairs has been reached the fulcrum pin of the rocker arm will also have become worn. A rocker arm having a badly worn fulcrum pin will wobble about badly when running, causing misfiring to take place.
Testing for Faults in the H.T. Circuit
Testing the H.T. circuit of a magneto while it is in position on the car is rather an unsatisfactory proposition, but nevertheless it has to be done when it is not convenient to remove the magneto for a bench test.
The procedure recommended is as follows: remove a wire from one plug and lay it on the cylinder so that the spark may jump to earth; start the engine, then hold the disconnected plug lead about a ¼ in. from the cylinder. If the H.T. circuit is in order, the spark should jump this gap easily. If it does not, then the magneto is definitely defective. Do not be misled by the fact that you can obtain what you assume to he a good spark if you hold the plug wire say 1/8 in. from the cylinder, as this spark will not be strung enough to jump the plug points under compression. You must obtain a spark of at least ¼ in. for the plug to fire satisfactorily under compression. On no account should the engine be allowed to run with the disconnected plug lead in such a position that a spark cannot jump to earth.
From the foregoing remarks it will also be clear that the operation of removing all the plugs and laying them on the top of the cylinders with the plug leads connected, then cranking the engine and observing whether they are sparking or not, will be no criterion as to the condition of the magneto.
Faults with Distributor Boards, Rotors and Pick-ups
Should you find on testing the high tension that the spark is weak and will only jump a small gap, the following components should be examined for a possible visible fault.
Distributor Board
Look for tracking between segments, tracking between cable terminals or puncture at base or adjacent to fixing clips (see Figure 22). The foregoing faults are usually visible but in cases of doubt they can be tested on the H.T. test previously described.

Figure 22
Examine the distributor board if on testing the high tension the spark is weak and will only jump a small gap. Look for tracking between segments, tracking between cable terminals or puncture at base or adjacent to fixing clips.
Rotors
This component can usually be withdrawn after removal of the distributor board; care must be taken not to let the carbon brushes fall out but or fall into the magneto. The most common failure with this component is a puncture in the insulation, allowing the spark to jump to earth. A breakdown of this description very rare and is more often brought about by the mishandling of the rotor, resulting in it becoming cracked.
The Pick-up
This component is situated at the slip ring end of the armature and picks up the H.T. current from the slip ring.
Defects to look for in the pick-up are puncture in insulation, tracking, carbon brushes stuck up, broken or missing altogether. Let us assume that the foregoing components have tested O.K. but still we obtain no results from the magneto. The only obvious course is to remove the magneto for further bench tests.
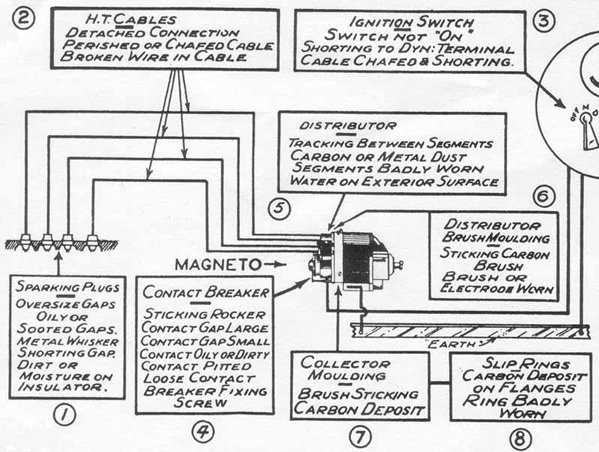
Figure 20
Where to look for trouble in a magneto ignition system.
(also see Figure 21 below)
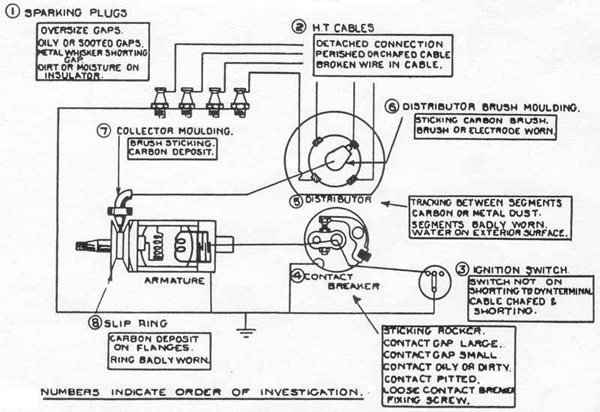
Figure 21
Where to look for trouble in a magneto ignition system.
(to be studied with Figure 20 above)
|
FAULT TRACING CHART FOR MAGNETOS |
|
| SYMPTOMS | POSSIBLE CAUSES OF TROUBLE |
| (A) Misfiring on one cylinder. | (1) H.T. cable detached; (2) Faulty insulation; (3) Wires broken in cable; (4) Plug fouled or defective; (5) Very large plug gaps; (6) Tracking over distributor surface-externally to earth internally between segments |
| (B) Misfiring on half the cylinders. | (1) Contact gaps unequal is timing control rod tilting cam tube? |
| (C) Misfiring irregularly on all cylinders at all speeds. | (1) Contacts dirty, pitted or worn; (2) Contact gaps small; (3) Loose contact screw; (4) Broken contact spring; (5) Contact lever movement sluggish;(6) Loose fixing screw; (7) Dirt or moisture on distributor surface (see A.6); (8) Plug gaps large;(9) Plugs leaky; (10) Carbon deposit on slip ring and collector moulding; (11) Carbon brush sticking; (12) Faulty collector, brush holder or slip ring; (13) Badly worn distributing electrode or segments; (14) Faulty secondary winding. |
|
(D) Misfiring irregularly on all cylinders at high speed. |
(1) Contact gaps large; (2) Contacts dirty, worn or pitted; (3) Contact screw loose; (4)Contact breaker fixing screw loose; (5) Switch cable faulty; (6) Contact lever sluggish; (7) Also as C.9 to C.14. |
|
(E) Misfiring when ignition fully advanced. |
(1) Contact gaps large or contacts worn; (2) Plug gaps large; (3) Plugs very leaky; (4) Secondary winding failing. |
|
(F) Misfiring on hills when accelerating or timing retarded. |
(1) Plug gaps large; (2) Plugs leaky; (3) As A.6 and C. 7; (4) As C.1 3; (5) Contact gap large; (6) As C.10; (7) As C.I2; (8) Secondary failing. |
|
(G) Misfiring at low speed and bad starting. |
(1) Contacts dirty; (2) Contact breaker fixing screw loose; (3) Contact lever movement sluggish; (4) As F.1 to F.8 inclusive. |
|
(H) Engine will not start (no spark from plug cable to earth). |
(1) Excessive moisture on distributor; (2) Oil or dirt on contacts; (3) Contact lever sticking; (4) Broken contact lever spring; (5) Contact gap small; (6) Moisture or carbon deposit on slip ring and collector; (7) Switch cable earthed; (8) As C. 12, 13 and 14. |
|
(I) Engine will not start (magneto O.K.). |
(1) Plugs very leaky due to moisture externally and internally; (2) Plug gap large. |
| (J) Low maximum road speed. |
(1) Contact gap large; (2) Contacts dirty, worn or pitted; (3) Contact lever sluggish; (4) Secondary failing. |
| (K) Engine gets unduly hot. | (1) Ignition retarded; (2) Incorrect engine timing; (3) Plug gaps small. |